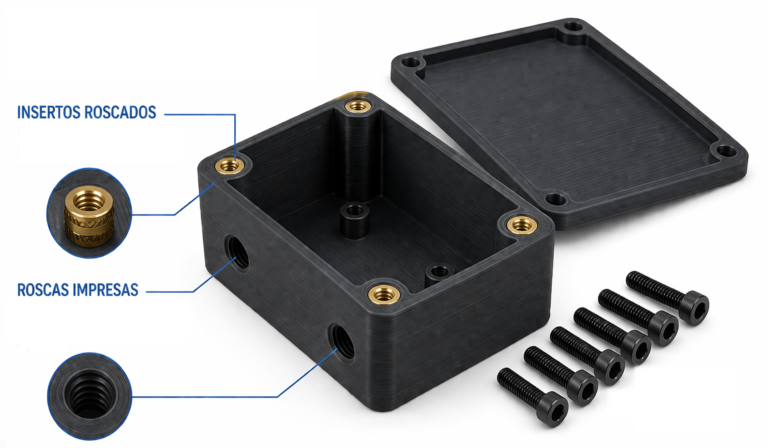
Diseñar componentes funcionales en impresión 3D va mucho más allá de la estética. Si necesitas ensamblar, desmontar o dar mantenimiento a los dispositivos, el uso correcto de roscas e insertos es clave para lograr piezas duraderas y profesionales. No se trata solo de añadir un tornillo, sino de diseñar una solución de unión que sea coherente con el proceso de fabricación, el material y el tipo de uso esperado.
¿Qué son los insertos y roscas?
Los insertos y las roscas son elementos fundamentales en el diseño mecánico, ya que desempeñan funciones específicas dentro del sistema de fijación y permiten unir piezas de forma segura y confiable.
Una rosca es una geometría helicoidal, similar a una espiral, que permite que un tornillo se acople al girar y genere sujeción. Puede diseñarse directamente en la pieza, formando parte del propio modelo, lo que permite ensamblar sin necesidad de componentes adicionales.
Por otro lado, un inserto es un elemento, generalmente de aluminio, latón o acero inoxidable, que se integra en la pieza para proporcionar una rosca más resistente. Está diseñado para soportar fricción, aplicar mayor torque y resistir múltiples ciclos de uso sin degradarse significativamente.
¿Por qué usar insertos en impresión 3D?
Cuando entra en juego el uso de tornillos, aparecen también las limitaciones propias de los materiales impresos en 3D. Plásticos como PLA, PETG o incluso ABS no están diseñados para soportar esfuerzos repetitivos de atornillado directamente sobre su superficie. Con el tiempo, las uniones pierden firmeza, las roscas se desgastan y la estructura comienza a fallar. Por ello, pensar en el sistema de fijación desde la etapa de diseño no es opcional, sino una necesidad.
En términos prácticos, usar insertos correctamente te permite:
- Ensamblar y desmontar sin dañar la pieza.
- Aumentar la vida útil del producto.
- Mejorar la rigidez y estabilidad del conjunto.
- Facilitar mantenimiento o reemplazo de componentes.
- Dar un acabado más profesional al diseño.
Esto cambia completamente el comportamiento de la pieza: deja de ser un componente limitado, para convertirse en un componente confiable y reutilizable.
Tipos de insertos
Los insertos se pueden clasificar según su método de instalación y la forma en la que se fijan al material. Cada tipo responde a necesidades específicas de resistencia, precisión y proceso de fabricación.
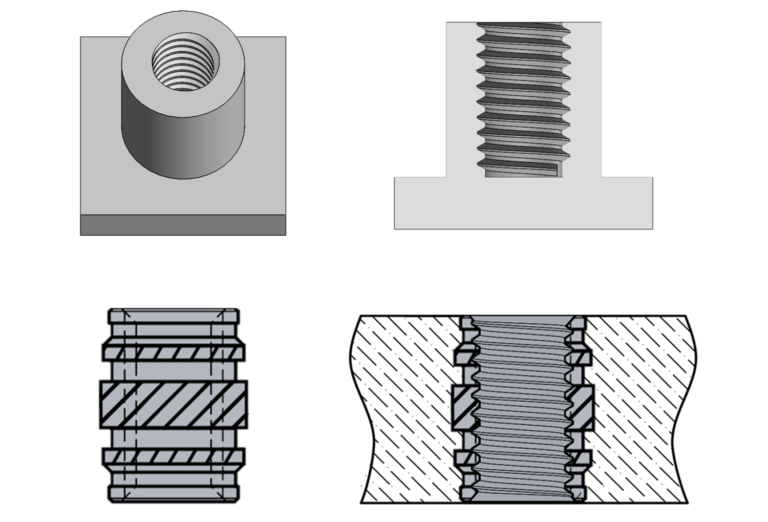
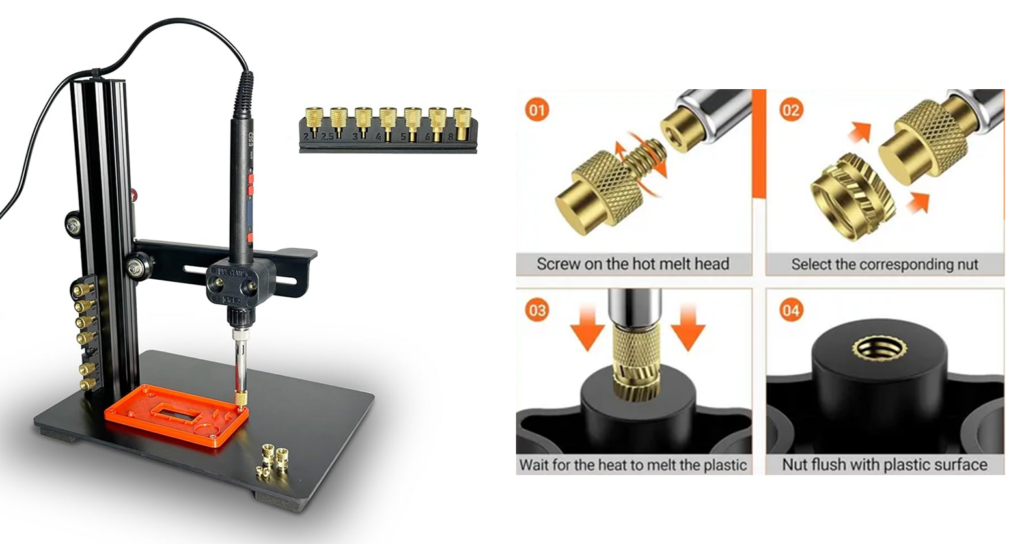
Insertos termofijados (heat-set)
Los insertos de termofijación (también conocidos como insertos de encastrado térmico) son los más utilizados en plásticos, especialmente en impresiones en 3d. Se instalan aplicando calor (generalmente con un soldador), lo que permite que el material se reblandezca y el inserto se introduzca suavemente. Al enfriarse, el plástico se contrae y fija el inserto firmemente en su lugar. Ofrecen una excelente resistencia a la extracción y al torque de rotación, por lo que son ideales para aplicaciones que requieren desmontajes frecuentes o mayor durabilidad.
Insertos ultrasónicos
Los insertos ultrasónicos se integran en materiales termoplásticos mediante un proceso que utiliza vibraciones de alta frecuencia. Durante la instalación, un equipo ultrasónico aplica energía mecánica al inserto, generando calor por fricción entre el metal y el plástico. Este calor funde localmente el material, permitiendo que el inserto se introduzca con precisión. Una vez que cesa la vibración, el plástico se enfría y solidifica alrededor del inserto, lo que crea una fijación firme y duradera.
Entre sus principales características, destacan su alta resistencia al torque y extracción, así como su capacidad para generar un anclaje uniforme.
Insertos a presión
Los insertos a presión se instalan en un orificio ligeramente más pequeño que el diámetro exterior del inserto mediante una prensa o fuerza mecánica. Su funcionamiento se basa en un ajuste por interferencia, donde el inserto genera presión contra las paredes del material al ser introducido.
Este tipo de insertos cuentan con características como moleteados, ranuras o geometrías especiales en su superficie exterior que ayudan a resistir la rotación y la extracción. Estas geometrías se incrustan en el material, creando una fijación mecánica sin necesidad de aplicar calor.
Sin embargo, el proceso de inserción puede inducir esfuerzos en el material, haciendo que el plástico sea más susceptible a agrietarse, especialmente bajo altas fuerzas de instalación o en materiales frágiles. Aunque no ofrecen el mismo nivel de resistencia que los insertos termofijados o moldeados, representan una solución rápida, económica y sencilla, ideal cuando se busca evitar el uso de equipos especializados y costosos.
Insertos autorroscantes
Los insertos autorroscantes están diseñados para instalarse directamente en el material base mediante un proceso de atornillado, sin necesidad de rosca previa. Cuentan con una geometría externa que les permite generar su propia rosca en el material al ser introducidos.
A diferencia de los insertos a presión, cuyo anclaje depende principalmente del ajuste a presión, los insertos autorroscantes generan una fijación mecánica mediante su rosca externa, lo que les proporciona una mayor resistencia a la extracción y, en muchos casos, un comportamiento más estable frente al torque.
Estos insertos suelen incorporar características como ranuras de corte o perfiles de rosca diseñados para desplazar o cortar material, dependiendo del tipo de plástico. Sin embargo, su instalación también introduce esfuerzos en la pieza, por lo que es importante diseñar correctamente el diámetro del orificio piloto y evitar paredes delgadas que puedan agrietarse. Aunque ofrecen mejor desempeño que los insertos a presión, no alcanzan el nivel de resistencia de los insertos termofijados.
Cómo diseñar orificios para insertos en piezas impresas
Diseñar correctamente permite crear una zona estructural capaz de soportar esfuerzos de torque, extracción y ciclos de ensamblaje sin fallar. Un buen diseño en esta etapa es lo que determina si el inserto funcionará como una solución profesional o como un punto débil de la pieza.
1. Definir el tipo de material
La elección del inserto en impresión 3D depende directamente del material, ya que cada plástico responde de forma distinta al calor, la deformación y los esfuerzos mecánicos.
- PLA: El PLA es rígido pero frágil y tiene baja resistencia térmica, por lo que no es ideal para insertos de termofijación. En este material se prefieren insertos a presión o autorroscantes, aunque su uso debe limitarse a aplicaciones de bajo esfuerzo.
- PETG: El PETG ofrece un buen equilibrio entre resistencia y flexibilidad, además de soportar mejor el calor. Es compatible con insertos de termofijación y autorroscantes, siendo una opción versátil para aplicaciones funcionales.
- ABS: El ABS presenta buena resistencia mecánica y térmica, lo que lo hace ideal para insertos de termofijación e incluso ultrasónicos en entornos industriales. Es una opción adecuada para productos finales.
- Nylon: El Nylon (PA) destaca por su alta resistencia y ductilidad, lo que permite utilizar insertos de termofijación, ultrasónicos y autorroscantes con excelente desempeño, siendo el material más adecuado para aplicaciones exigentes.
2. Definir el tipo de inserto:
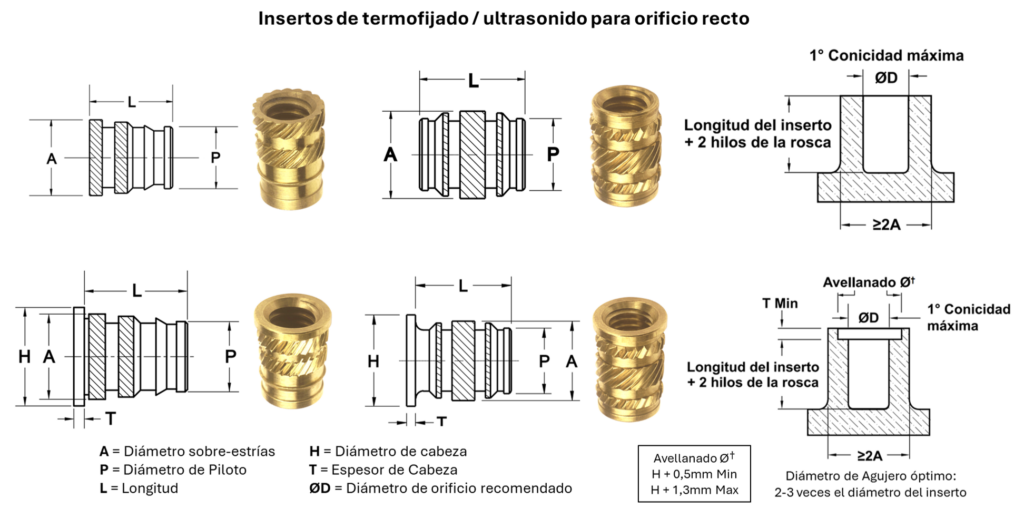
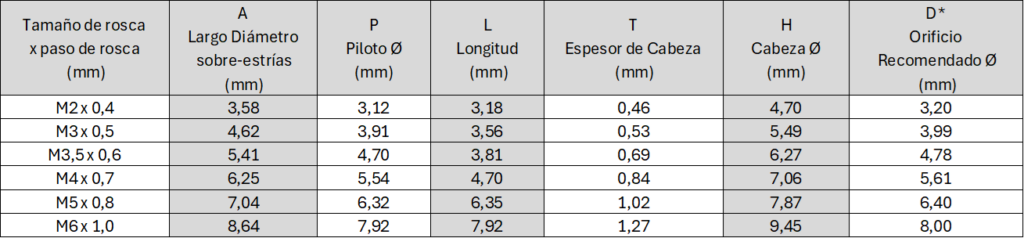
Antes de modelar, es importante elegir qué tipo de inserto se utilizará, ya que cada uno requiere geometrías diferentes. Por ejemplo, los insertos térmicos necesitan un orificio que permita el flujo del material, mientras que los autorroscantes requieren un orificio piloto más preciso para generar su propia rosca. A continuación se presentan los tipos de insertos más comunes de termofijado, ultrasónicos, a presión y autorroscantes, junto con las recomendaciones de diseño del orificio, definidas en función de las características dimensionales y el método de instalación de cada uno.
- Insertos para instalación por termofijación o ultrasonido con diseño de orificio recto
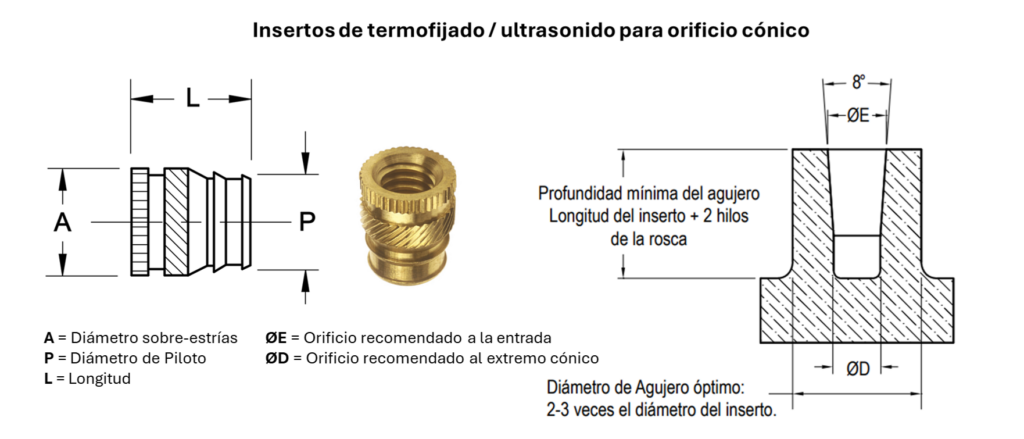
- Insertos para instalación por termofijación o ultrasonido con diseño de orificio cónico
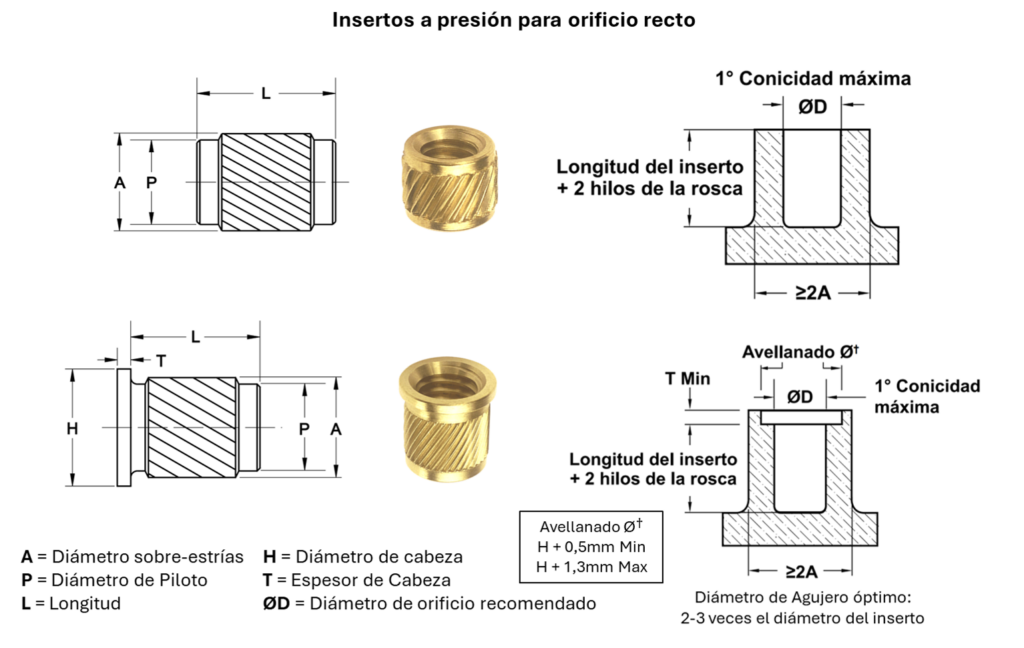
- Insertos para instalación a presión con diseño de orificio recto
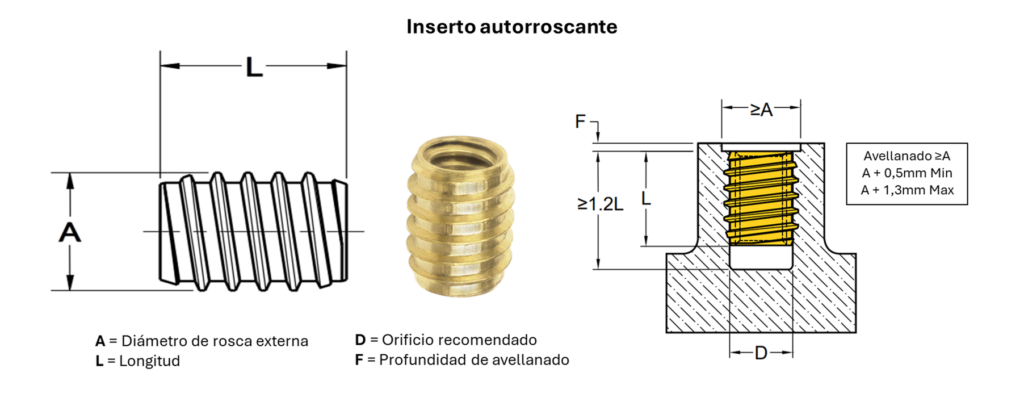
- Insertos para instalación autorroscante
3. Diseñar el orificio
El orificio donde se alojará un inserto influye directamente tanto en la facilidad de instalación como en el desempeño mecánico de la unión.
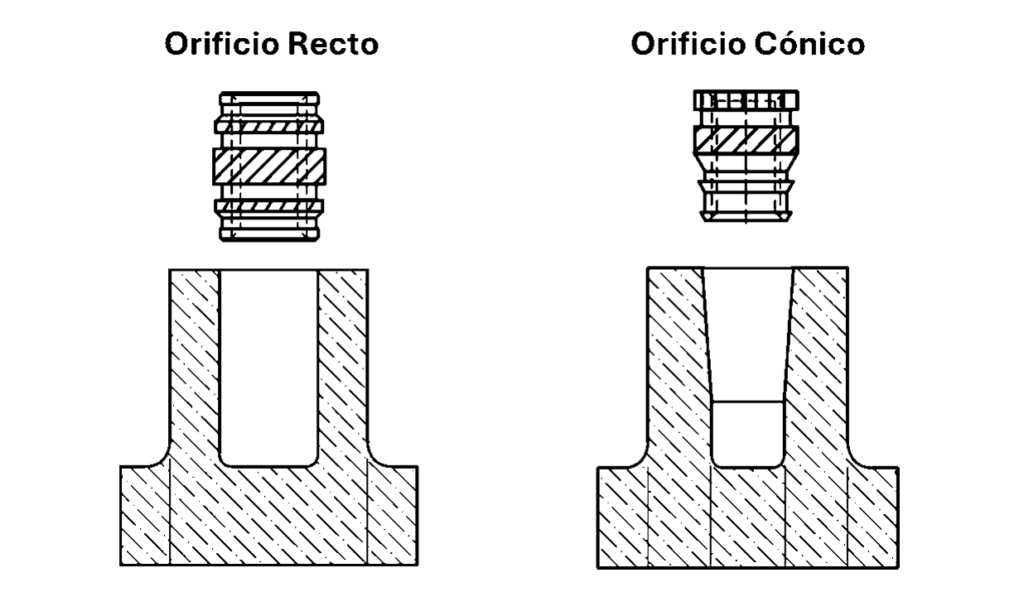
En su diseño se emplean principalmente dos geometrías: orificios rectos y orificios cónicos, cada una con funciones y aplicaciones específicas.
- El orificio recto es un cilindro con diámetro constante a lo largo de toda su profundidad. Este tipo de geometría es la más común y se utiliza cuando se busca un contacto uniforme entre el inserto y el material, lo que favorece una distribución homogénea de esfuerzos. Es especialmente adecuado para insertos a presión y autorroscantes, donde el ajuste y la fricción son fundamentales para la fijación. También es el más sencillo de diseñar y fabricar, lo que lo convierte en la opción estándar en la mayoría de aplicaciones.
- Por otro lado, el orificio cónico incorpora una ligera conicidad o un chaflán en la entrada. Su principal función es facilitar la inserción del componente, actuando como una guía que ayuda a centrarlo y reducir el esfuerzo inicial de instalación. Este tipo de entrada es muy útil en insertos térmicos o ultrasónicos, ya que permite una mejor alineación y un flujo más controlado del material durante la inserción.
La información dimensional para el diseño de los orificios debe verificarse siempre en la hoja de especificaciones del fabricante del inserto, ya que cada modelo presenta tolerancias, geometrías y requisitos de instalación específicos que influyen directamente en el desempeño de la unión.
- Un diámetro demasiado grande reduce la resistencia de la unión, mientras que uno demasiado pequeño puede generar tensiones, grietas o dificultar la instalación.
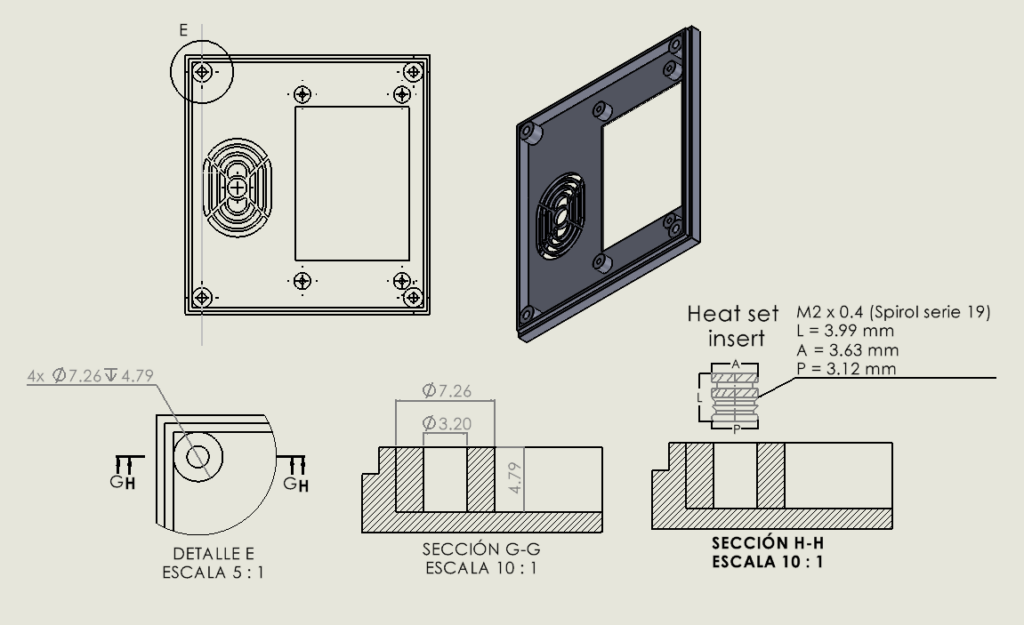
- La profundidad del orificio debe ser mayor que la longitud del inserto. Se recomienda una profundidad mínima de la longitud del inserto más dos hilos de rosca; en insertos autorroscantes puede requerirse hasta 1.2 veces su longitud.
- Es fundamental considerar un espesor de material suficiente alrededor del orificio. El diámetro del poste o soporte debe ser entre 2 y 3 veces el diámetro del inserto para garantizar una adecuada resistencia estructural.
- Se deben mantener tolerancias adecuadas y realizar pruebas previas, ya que variaciones en el proceso de fabricación o en el material pueden afectar el ajuste y desempeño del inserto.
- Es importante evitar ajustes excesivamente apretados, ya que pueden provocar tensiones internas o grietas en el material, así como ajustes demasiado holgados que comprometan la resistencia al torque y a la extracción.
3. Impresión 3D
La precisión dimensional es fundamental en las piezas impresas, ya que las variaciones propias del proceso pueden afectar directamente características críticas como el diámetro de los orificios.
En impresión 3D FDM de escritorio, es común que los orificios resulten ligeramente más pequeños debido al comportamiento del material durante el enfriamiento (pueden presentar contracción o deformación, ya que el enfriamiento no siempre es uniforme y puede generar tensiones internas), por lo que se recomienda aplicar compensaciones en el diseño.
En impresión 3D SLA de escritorio, se logran tolerancias más ajustadas, con mejor resolución y acabado superficial. Sin embargo, pueden presentarse ligeras variaciones debido a la contracción durante el curado y poscurado de la resina.
Servicios de impresión 3D industrial
En impresión 3D industrial, las tolerancias son más consistentes gracias al uso de equipos de mayor precisión y procesos controlados. Estas tecnologías ofrecen un mejor control de la altura de capa y del acabado superficial en comparación con equipos de escritorio, lo que permite una reproducción más precisa de detalles y geometrías complejas.
Este tipo de soluciones es accesible mediante plataformas en línea como JUSTWAY, que ofrecen una amplia variedad de tecnologías como SLA, SLS, DLP, MJF, FDM y PolyJet, adaptándose a las necesidades específicas de cada proyecto. Su sistema en línea permite cargar modelos CAD y obtener cotizaciones instantáneas, además de contar con control de calidad, seguimiento de producción y fabricación bajo demanda, lo que facilita la transición de prototipo a producto final.
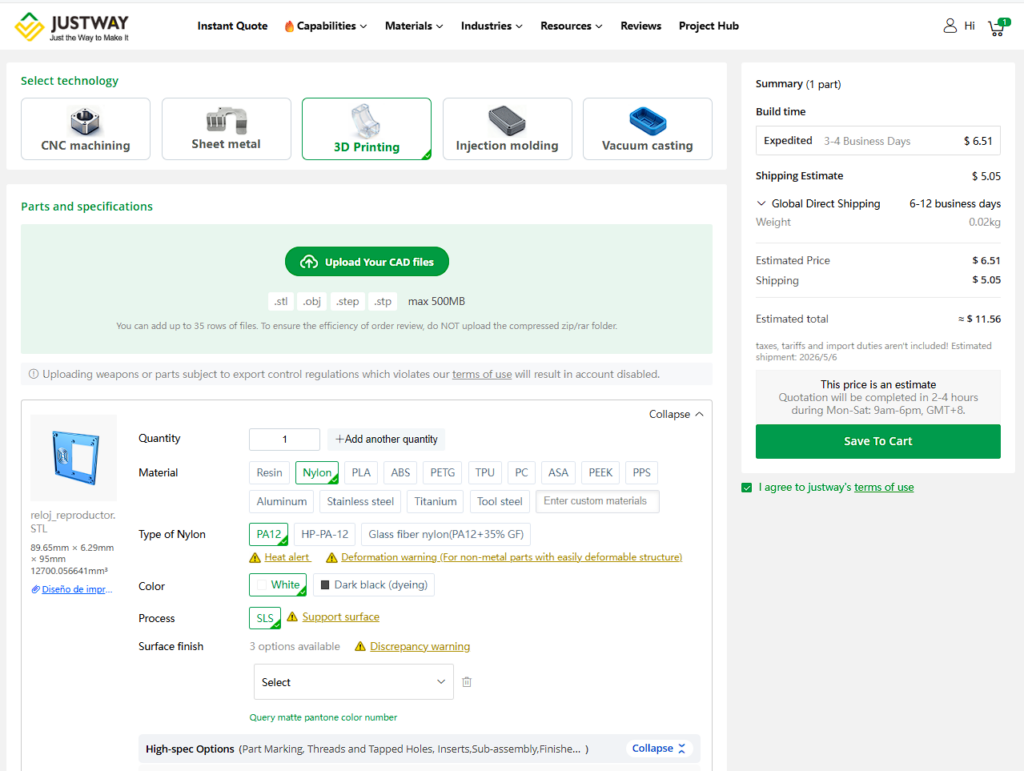
Sus servicios también incluyen una amplia gama de materiales, como PLA, ABS, PETG, TPU, PC, ASA, PEEK, Nylon y metales, lo que permite seleccionar propiedades mecánicas y térmicas según la aplicación. Asimismo, ofrecen procesos de postprocesado como lijado, pintura, anodizado, arenado y recubrimientos, mejorando tanto la estética como el desempeño funcional de las piezas.
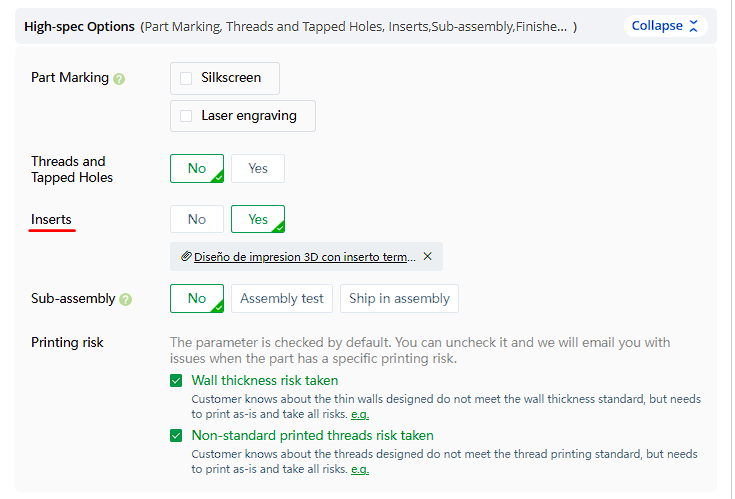
Un punto importante en la plataforma de Justway es que es posible integrar características funcionales como roscas e insertos. En su plataforma de cotización se pueden especificar directamente el uso de roscas, agujeros roscados e insertos subiendo los archivos con la información técnica que contiene las características especiales de las piezas.
Los servicios de impresión 3D industrial permiten llevar un diseño a un nivel más profesional, con mayor precisión, acceso a materiales avanzados y procesos optimizados. Esto posibilita el desarrollo de proyectos en sectores como la electrónica de consumo y en industrias como la automotriz y la aeroespacial, facilitando la aceleración del desarrollo de productos, la fabricación de prototipos funcionales y la producción de componentes finales con alta precisión y repetibilidad.
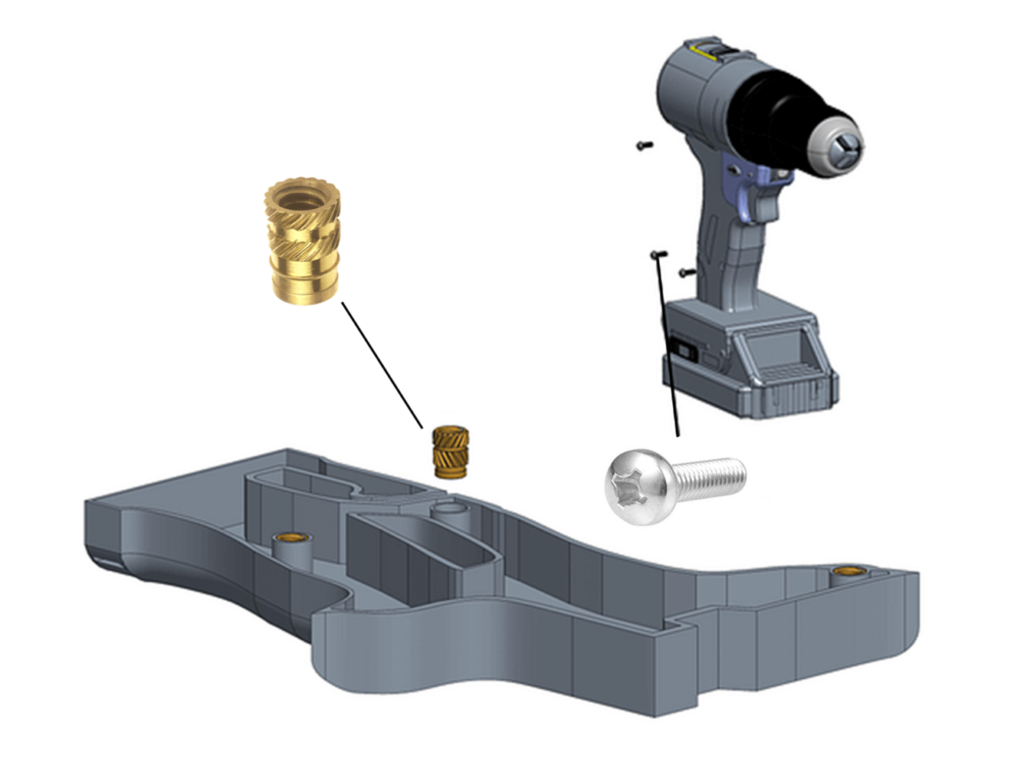
4. Instalación del inserto
Los insertos de termofijación son los más comunes en impresión 3D, y su instalación se realiza generalmente con un soldador. El inserto debe introducirse de forma perpendicular y sin aplicar fuerza excesiva, permitiendo que el material se reblandezca y fluya alrededor de sus geometrías externas. Es importante no sobrecalentar el plástico, ya que esto puede provocar deformaciones o pérdida de tolerancias. Una vez colocado, se debe mantener el inserto en posición hasta que el material se enfríe y solidifique completamente.
Una instalación inadecuada del inserto puede comprometer la resistencia de la unión, generar deformaciones en la pieza o reducir la vida útil del sistema de fijación.
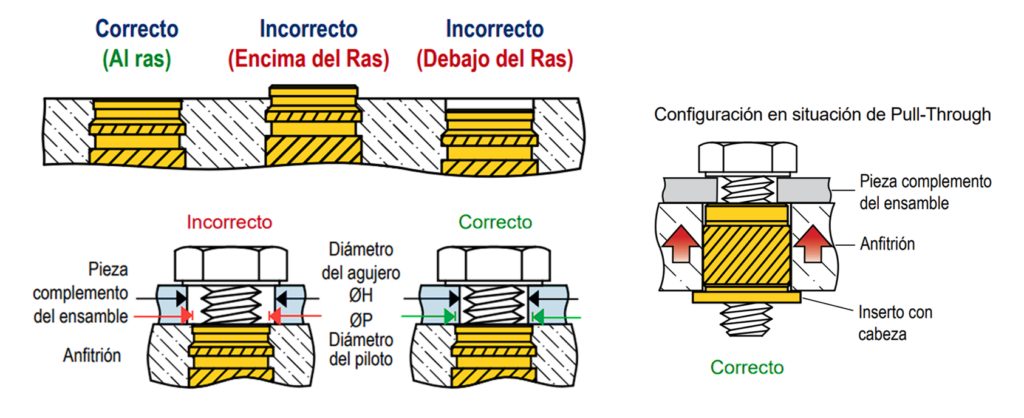
- La parte superior del inserto debe ser quedar a ras de la superficie del plástico.
- El agujero en la pieza complementaria debe ser más grande que el diámetro mayor de la rosca del tornillo de ensamble pero más pequeño que el diámetro del piloto en el inserto. Esto previene la extracción del inserto.
- En aplicaciones sometidas a grandes esfuerzos, se puede localizar la cabeza del inserto en sentido opuesto a la dirección de la carga (pull-through) para una mayor área de soporte y una superficie conductiva en caso de ser requerida
Realizar prototipos de prueba antes de la versión final permite validar ajustes, tolerancias y comportamiento mecánico, reduciendo riesgos y mejorando la calidad del resultado final.
Diseño de rosca interna para impresion 3D
Usar roscas en impresión 3D es una buena elección cuando el diseño prioriza simplicidad, rapidez y bajo costo, y las condiciones de uso no son exigentes. Son adecuadas en aplicaciones de bajo esfuerzo mecánico. Si el tornillo no estará sometido a altos niveles de torque ni a cargas significativas, las roscas impresas pueden ofrecer un desempeño suficiente. Esto incluye tapas, cubiertas o carcasas que se abren de manera ocasional y no requieren desmontajes frecuentes.
También son particularmente útiles en etapas de prototipado, donde se requiere validar el ensamblaje, verificar ajustes e iterar el diseño sin depender de componentes adicionales, permitiendo obtener resultados funcionales de forma inmediata al integrar la rosca directamente en la pieza.
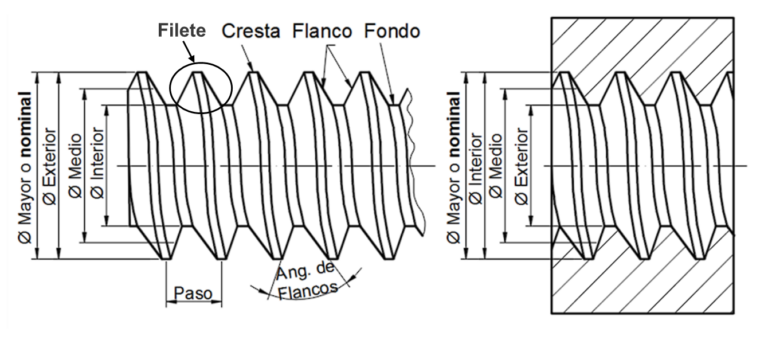
Perfil de rosca
Uno de los aspectos clave es el diámetro nominal y la holgura. En impresión 3D es recomendable añadir una pequeña tolerancia para compensar desviaciones. En FDM, los orificios tienden a imprimirse más pequeños, por lo que suele aplicarse una holgura de aproximadamente +0.1 mm a +0.2 mm sobre el diámetro interno de la rosca, dependiendo de la calibración y el material.
El tipo de rosca también influye. Las roscas métricas estándar (como M3, M4, M5) funcionan bien en piezas impresas, pero es preferible evitar diámetros muy pequeños (menores a M3 en FDM), ya que la resolución puede no ser suficiente para definir correctamente los filetes. En estos casos, puede ser mejor utilizar insertos o roscar posteriormente.
El perfil de la rosca puede simplificarse ligeramente para mejorar la imprimibilidad. En algunos casos, reducir la profundidad del filete o usar perfiles menos agresivos ayuda a obtener mejores resultados, especialmente en impresoras de escritorio.
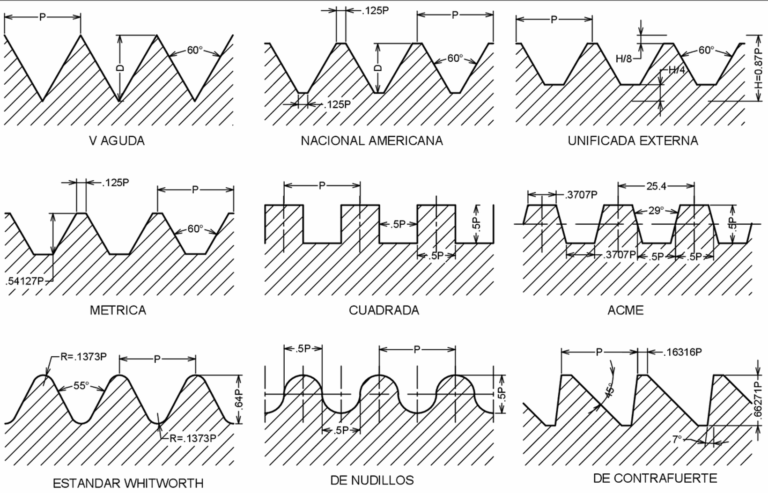
Tipos de rosca para impresión 3D
En impresión 3D, no todas las roscas estándar funcionan igual de bien. En muchos casos, es necesario adaptar o seleccionar el tipo de rosca para mejorar la imprimibilidad y la durabilidad.
- Rosca métrica: Las roscas métricas estándar (ISO) son las más utilizadas, ya que son compatibles con tornillería comercial. Funcionan bien en impresión 3D cuando el tamaño es suficiente (generalmente a partir de M3 o M4 en FDM) y se ajustan las tolerancias. Son ideales para prototipos y aplicaciones generales. Las roscas de paso grueso son más recomendables que las de paso fino en impresión 3D, especialmente en FDM. Al tener mayor separación entre filetes, son más fáciles de imprimir, menos propensas a fallos y más resistentes al desgaste.
- Rosca trapezoidal: Las roscas trapezoidales (Tr) son una excelente opción para aplicaciones que requieren movimiento lineal o transmisión de carga. Su perfil más robusto las hace más adecuadas para impresión 3D, ya que toleran mejor las imperfecciones del proceso.
- Rosca ACME: Las roscas tipo ACME (similares a las trapezoidales) también se utilizan en mecanismos, ofreciendo buena resistencia y durabilidad. Son comunes en husillos y sistemas de desplazamiento.
- Rosca redondeada: Las roscas redondeadas (buttress o diente de sierra) pueden ser útiles en aplicaciones donde la carga actúa en una sola dirección, ya que optimizan la resistencia en ese sentido. Sin embargo, son menos comunes en impresión 3D general.
Aunque las roscas métricas estándar son la base, en impresión 3D suele ser más efectivo utilizar perfiles robustos, pasos gruesos o adaptaciones del diseño para asegurar funcionalidad y durabilidad.
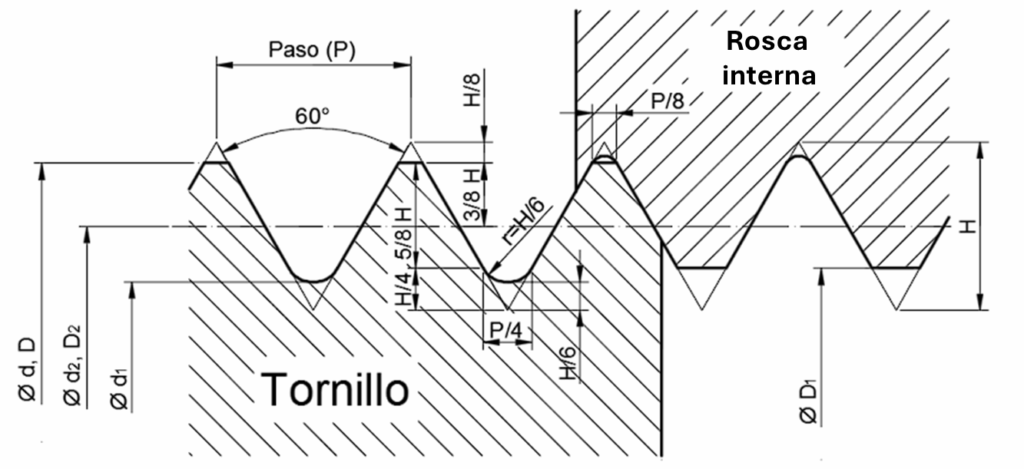
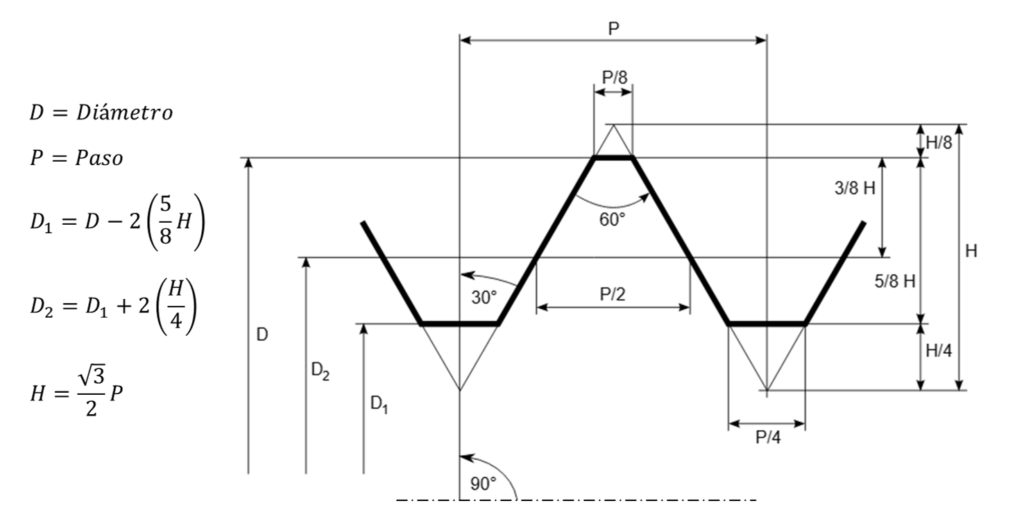
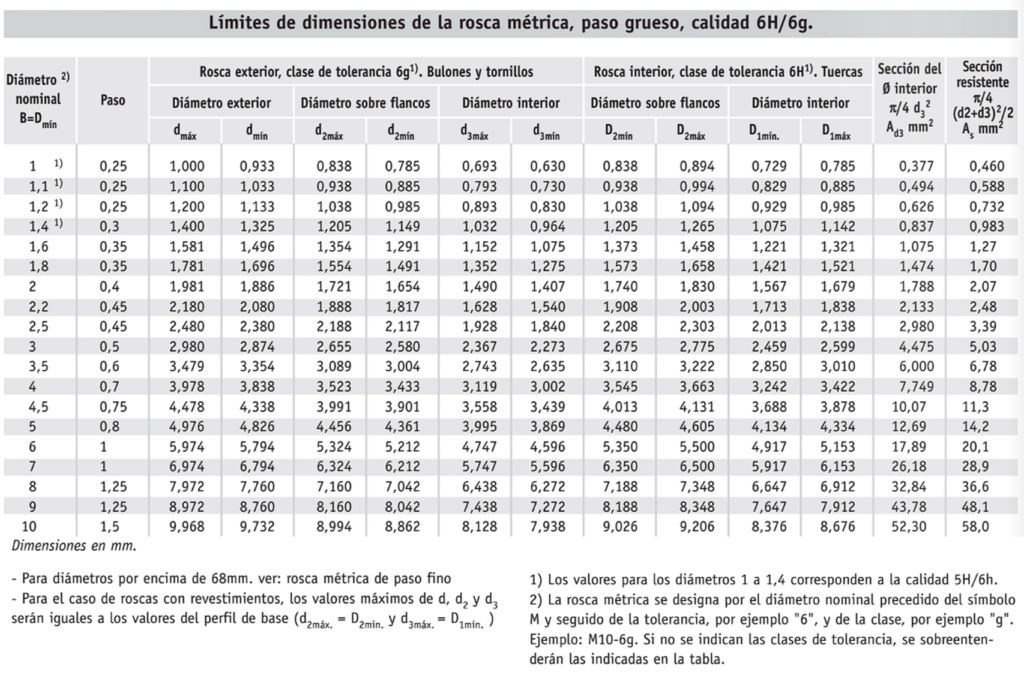
Diseño de rosca métrica ISO
Para diseñar roscas internas en impresión 3D es necesario partir de la geometría estándar de la rosca métrica ISO, donde D es el diámetro mayor, D2 el diámetro de paso (el más importante porque define el ajuste) y D1 el diámetro menor o fondo de la rosca. Aunque existen fórmulas teóricas para calcularlos, en impresión 3D no deben utilizarse directamente, ya que las limitaciones del proceso afectan la precisión dimensional.
En la práctica, es indispensable aplicar holguras para compensar fenómenos como la sobreextrusión y el cierre de agujeros. Se recomienda añadir entre +0.1 y +0.2 mm de holgura radial, ajustando los parámetros de la siguiente forma: el diámetro mayor D debe ser cercano a su valor máximo (Dmax) más un pequeño incremento, el diámetro de paso D2 debe ubicarse alrededor de su valor medio (D2max+D2min)/2 con un ligero aumento, y el diámetro menor D1 debe tomarse próximo a su valor máximo (D1max) también con incremento.
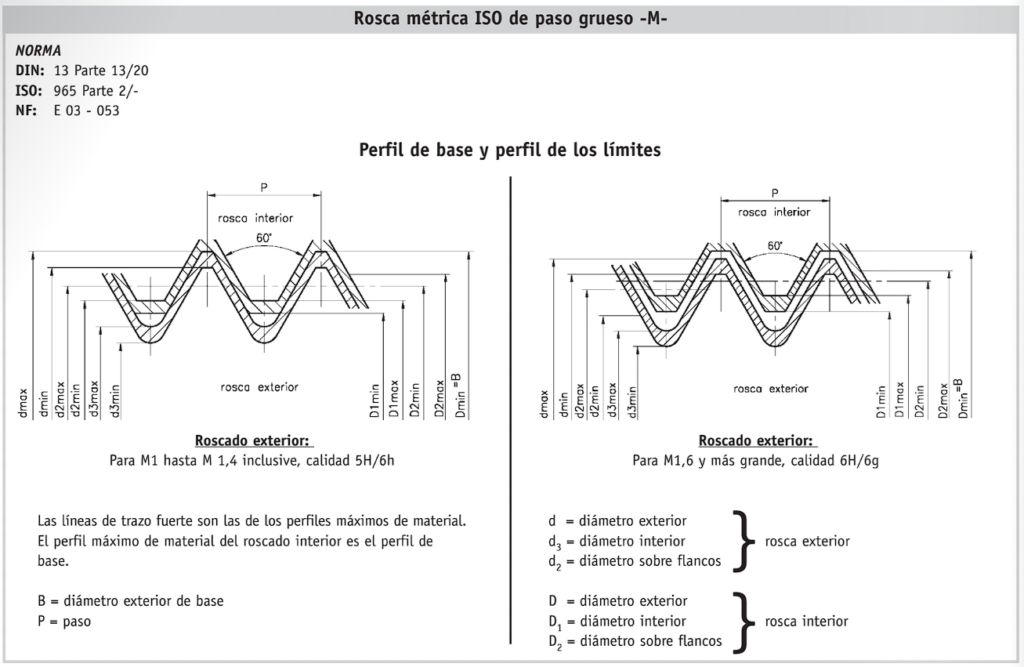
Las designaciones 5H/6h y 6H/6g pertenecen al sistema de tolerancias y ajustes de roscas métricas ISO. Indican qué tan apretado o flojo quedará el ensamble entre tornillo y tuerca (rosca interna). Un ajuste más holgado que el estándar 6H/6g es necesario para asegurar que el tornillo pueda ensamblarse correctamente sin interferencias.
Finalmente, siempre es recomendable realizar pruebas de ajuste antes de la producción final. Pequeñas variaciones en la impresora o el material pueden afectar el acoplamiento, por lo que iterar el diseño es parte del proceso para lograr un resultado funcional y confiable.