Diseño de roscas para frascos y botellas en impresión en 3D
Por
/
Gracias a la impresión 3D, es posible diseñar y fabricar frascos, botellas y recipientes adaptados a necesidades específicas de manera rápida, económica y accesible. Sin embargo, para que estos recipientes sean realmente funcionales, es fundamental prestar especial atención al diseño de las roscas. Un sistema de roscado mal dimensionado puede generar problemas de ensamblaje, desgaste prematuro, fugas, holguras excesivas o incluso impedir por completo el cierre adecuado del recipiente. Por ello, comprender los principios básicos del diseño de roscas y seleccionar el perfil adecuado resulta esencial para obtener piezas fiables, duraderas y fáciles de usar.
¿Qué son las roscas?
Las roscas son elementos mecánicos con forma helicoidal que se utilizan para unir, fijar o transmitir movimiento entre dos piezas. Están formadas por una serie de crestas y valles que se enrollan alrededor de una superficie cilíndrica o cónica, permitiendo que una pieza avance o retroceda al girar sobre otra.
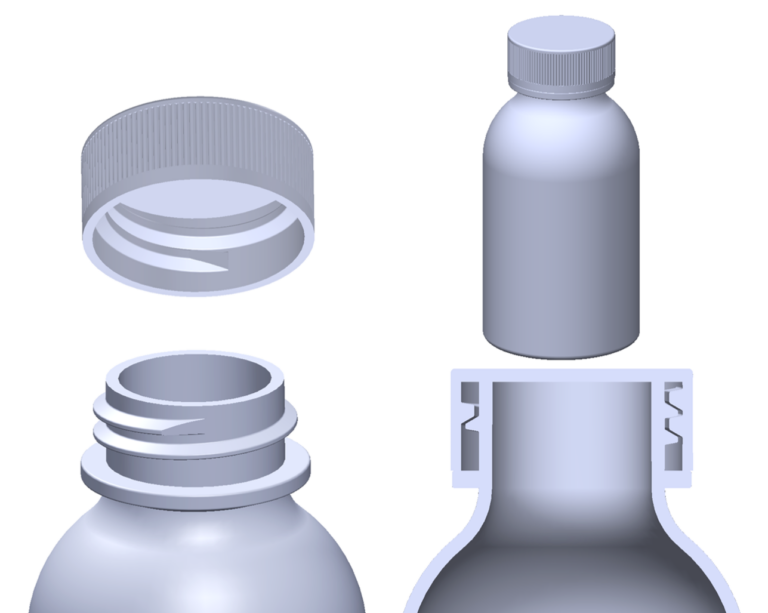
En el diseño de frascos, botellas y recipientes, las roscas son los elementos encargados de permitir el acoplamiento seguro entre la tapa y el envase. Su geometría determina la facilidad de apertura y cierre, la resistencia al desgaste, la capacidad de sellado y la durabilidad del conjunto. Por ello, la selección del tipo de rosca y sus dimensiones es un aspecto fundamental en el diseño de recipientes fabricados mediante impresión 3D.
Roscas para botellas y frascos en impresion 3d
Existen diversos tipos de roscas que pueden emplearse en el diseño de botellas, frascos y recipientes, cada una con características específicas que influyen en su rendimiento, facilidad de fabricación y aplicación final. La elección del perfil adecuado dependerá de factores como el material utilizado, las tolerancias de impresión y los requisitos de apertura, cierre y sellado del envase.
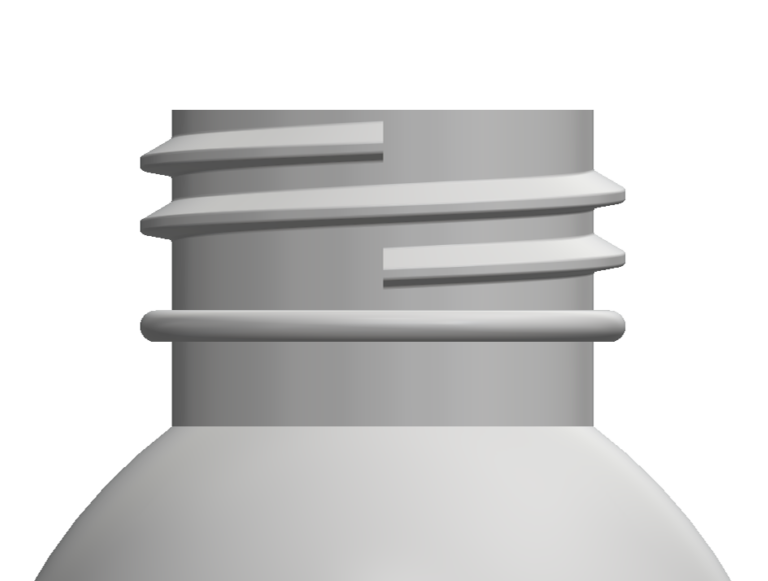
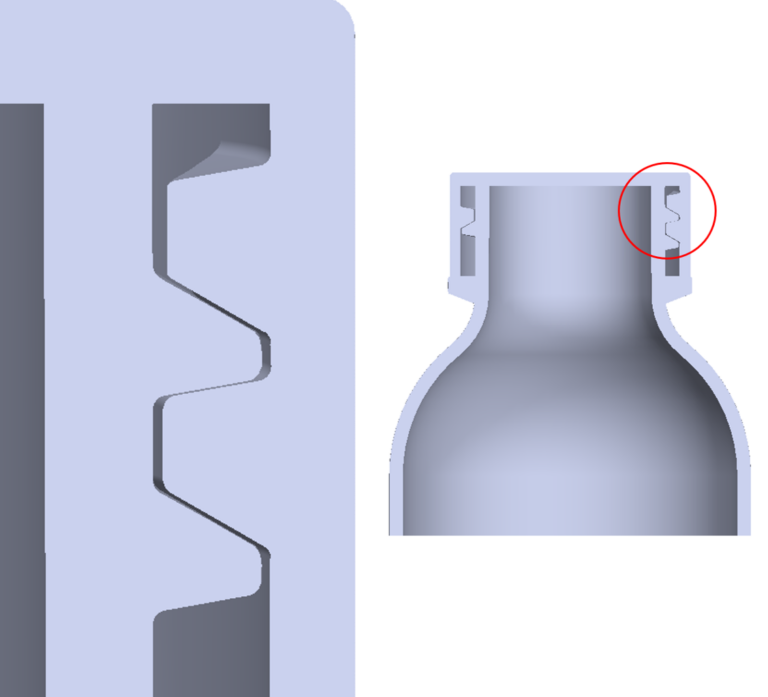
La rosca Buttress, también conocida como rosca de diente de sierra, es un tipo de rosca asimétrica diseñada para soportar cargas axiales en una sola dirección. Ofrece una excelente resistencia al desgaste y una mayor capacidad para soportar esfuerzos repetitivos, características especialmente importantes en recipientes fabricados en materiales plásticos. Además, su diseño permite distribuir las cargas de manera más eficiente, minimizando el riesgo de deformaciones o daños en las roscas después de múltiples ciclos de uso.
Otra ventaja importante es su excelente comportamiento en procesos de impresión 3D. Las roscas métricas tradicionales suelen ser más sensibles a las pequeñas variaciones dimensionales propias de la fabricación aditiva, mientras que la geometría de la rosca Buttress tolera mejor estas imperfecciones. Esto se traduce en un funcionamiento más suave, menor riesgo de atascos y una mayor facilidad para obtener piezas funcionales desde la primera impresión.
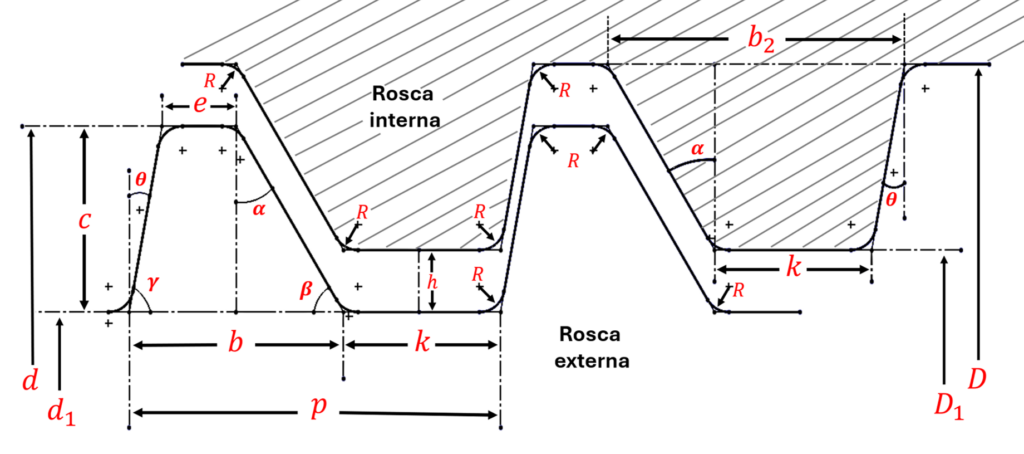
Diseño de roscas Buttress
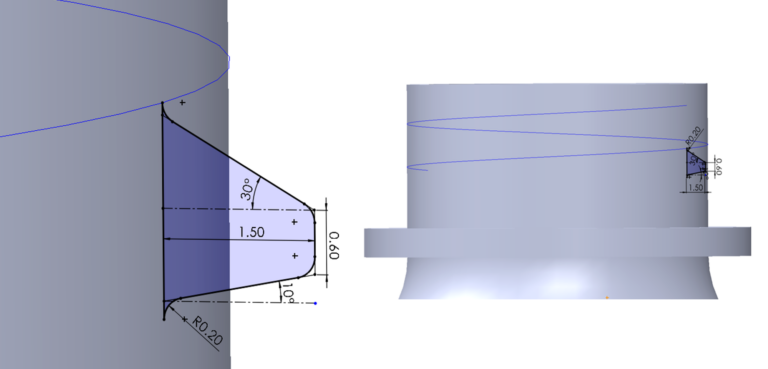
A diferencia de las roscas métricas convencionales, que poseen flancos simétricos, la rosca Buttress presenta dos caras con inclinaciones diferentes. El flanco de carga (θ) tiene una inclinación reducida, generalmente de aproximadamente 10°, y es el encargado de soportar la mayor parte del esfuerzo generado durante el cierre. Por otro lado, el flanco libre (α) posee una inclinación mayor, típicamente de 30° o 40°, lo que facilita el acoplamiento entre la tapa y el recipiente, reduciendo la fricción durante la apertura y el cierre.
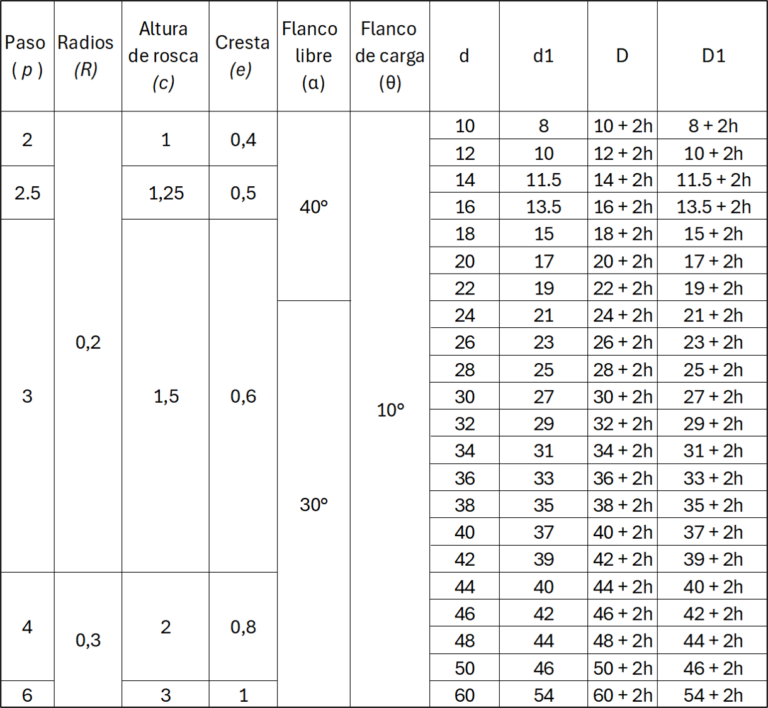
Para aplicaciones de impresión 3D, se recomienda utilizar pasos (p) relativamente grandes, generalmente entre 2 y 6 mm, junto con alturas de rosca (c) comprendidas entre 1 y 3 mm. Estas dimensiones facilitan la impresión y mejoran la durabilidad del conjunto. Asimismo, es aconsejable incorporar una pequeña holgura (h) entre la rosca interna y externa entre 0.3 y 0.5 mm para compensar las tolerancias del proceso de fabricación y garantizar un ensamblaje adecuado entre las piezas impresas en 3D.
Todas las dimensiones están en milímetros (mm)
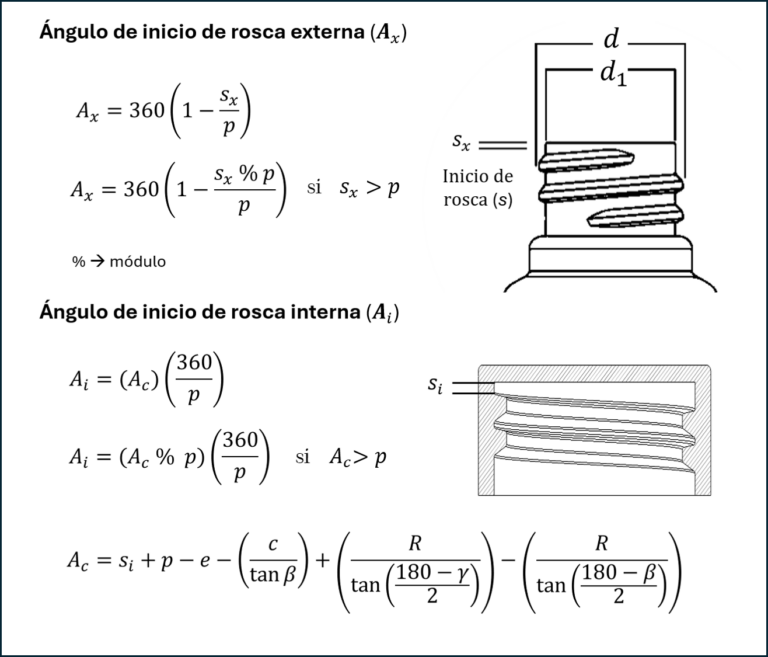
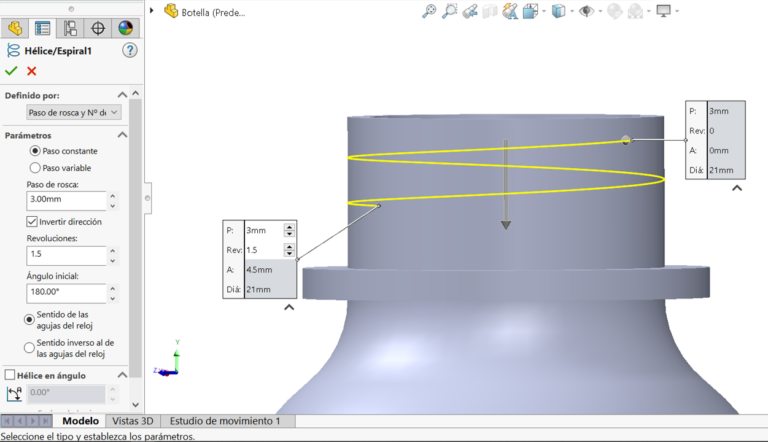
El inicio de la rosca facilita el alineamiento de la tapa durante el cierre, reducir el riesgo de cruzamiento de roscas y mejorar la experiencia de uso del envase. No existe una medida única establecida para todos los frascos, dependerá de las necesidades de cada diseño.
En una rosca helicoidal, el ángulo inicial determina dónde comienza el filete respecto al eje. Si la rosca tiene el mismo paso pero diferentes posiciones iniciales, pueden existir interferencias o no coincidir los flancos. Para lograr el correcto acoplamiento entre la rosca interna y externa, se debe determinar el ángulo de inicio de cada perfil de rosca en función de la orientación inicial del filete.
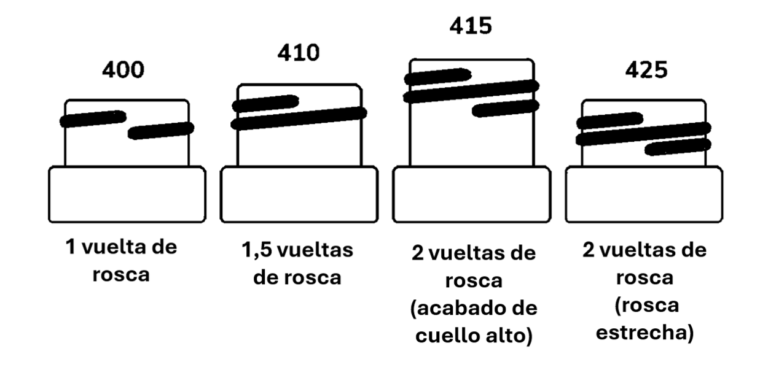
En la industria de envases plásticos, los números 400, 410, 415, 425 y 430 forman parte de un sistema de clasificación utilizado para definir el acabado roscado del cuello de botellas y frascos. Estos valores indican la altura de la sección roscada y la cantidad de vueltas disponibles para el acoplamiento de la tapa.
Para un frasco impreso en 3D de uso general, se recomienda utilizar una rosca con entre 1.5 y 2 vueltas completas, equivalente aproximadamente a los acabados 410 y 415 utilizados en la industria del envasado. Esta configuración proporciona un excelente equilibrio entre facilidad de apertura, resistencia mecánica y longitud de contacto entre la tapa y el recipiente. Además, ofrece una retención adecuada de la tapa sin requerir un número excesivo de giros durante las operaciones de apertura y cierre, mejorando así la experiencia de uso y la durabilidad del conjunto.
Precisión y tolerancias en impresión 3D
En el diseño de envases, la precisión dimensional es un factor fundamental para garantizar que las piezas impresas ensamblen correctamente, especialmente en sistemas con roscas, donde pequeñas variaciones pueden afectar directamente el ajuste entre la rosca interna y externa. Un diseño adecuado de tolerancias permite lograr un movimiento suave, mejorar el cierre del envase y evitar que ambas piezas queden bloqueadas durante el ensamblaje.
En la fabricación de piezas de alta precisión, las máquinas de impresión 3D especializadas permiten obtener mejores acabados superficiales, mayor estabilidad dimensional y tolerancias más ajustadas en comparación con equipos convencionales. Estas características son esenciales para producir componentes funcionales que requieren un ajuste preciso, como tapas, cierres mecánicos y piezas con elementos móviles.
Actualmente, estos servicios de fabricación aditiva son accesibles mediante plataformas web como JUSTWAY, que ofrecen una amplia variedad de procesos industriales, incluyendo SLA, SLS, DLP, MJF, FDM y PolyJet, adaptándose a los requerimientos específicos de cada proyecto.
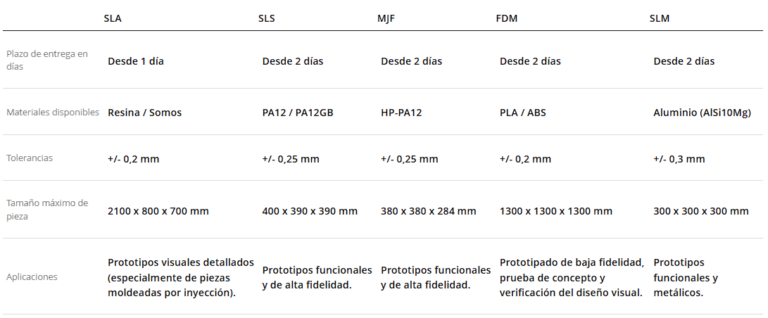
Sus procesos de fabricación 3D SLA y FDM ofrecen un gran nivel de detalle y excelentes acabados superficiales, con tolerancias de hasta ±0.2 mm, siendo adecuados para detalles pequeños y geometrías complejas. En SLA se utilizan materiales como resinas estándar y resinas resistentes de ingeniería, mientras que en FDM se emplean materiales como PLA y ABS. Por otro lado, tecnologías como SLS y MJF permiten fabricar componentes con tolerancias de hasta ±0.25 mm, utilizando materiales como nylon PA12 y TPU, que ofrecen mayor flexibilidad y resistencia. Finalmente, la tecnología SLM permite la fabricación de piezas metálicas con tolerancias de hasta ±0.25 mm, empleando materiales como acero inoxidable y aluminio.
Los servicios de impresión 3D industrial permiten llevar el diseño a un nivel más profesional, con mayor precisión, acceso a materiales avanzados y procesos optimizados. Esto posibilita el desarrollo de proyectos en sectores como la electrónica de consumo y en industrias como la automotriz y la aeroespacial, facilitando la aceleración del desarrollo de productos, la fabricación de prototipos funcionales y la producción de componentes finales con alta precisión y repetibilidad.
Además, el sistema en línea de JUSTWAY permite obtener cotizaciones de forma rápida y gestionar la producción bajo demanda. Su plataforma integral cubre todo el flujo de desarrollo, desde el prototipado y la I+D hasta la producción en masa, incorporando procesos de control de calidad y seguimiento de fabricación. Esto facilita la transición fluida desde la etapa de prototipo hasta la obtención de productos finales.
Materiales para recipientes en impresión 3D
Una de las ventajas de la impresión 3D es la amplia variedad de materiales y tecnologías disponibles, lo que permite seleccionar la opción más adecuada según las necesidades del recipiente. Materiales como PLA, PETG, ABS, resinas, metales y polímeros técnicos ofrecen diferentes propiedades mecánicas, térmicas y químicas, permitiendo fabricar piezas con distintos niveles de resistencia, flexibilidad y acabado superficial.
El PETG es una de las opciones más equilibradas para recipientes funcionales, ya que ofrece buena resistencia mecánica, tolerancia a la humedad y mayor durabilidad que el PLA, lo que lo hace adecuado para botellas reutilizables y recipientes de uso cotidiano. El ABS proporciona mayor resistencia al impacto y a la temperatura, por lo que se emplea en piezas más exigentes. El nylon destaca por su alta resistencia mecánica y al desgaste, siendo útil en componentes como tapas, roscas y mecanismos de cierre.
Modelos 3d de PLA y PETG
Diseño de rosca en SolidWorks
En SolidWorks, se pueden crear botellas y frascos utilizando herramientas estándar de roscas; sin embargo, estas suelen estar basadas en normas industriales y no siempre se adaptan de forma óptima a las particularidades de la impresión 3D. Por esta razón, es común que estas funciones resulten limitadas cuando se requieren ajustes finos para compensar las tolerancias propias del proceso aditivo.
En su lugar, se recomienda diseñar las roscas mediante perfiles helicoidales y croquis personalizados, lo que permite un mayor control sobre parámetros como el paso, la profundidad y el perfil de la rosca, adaptándolos mejor al comportamiento real de la impresión 3D.
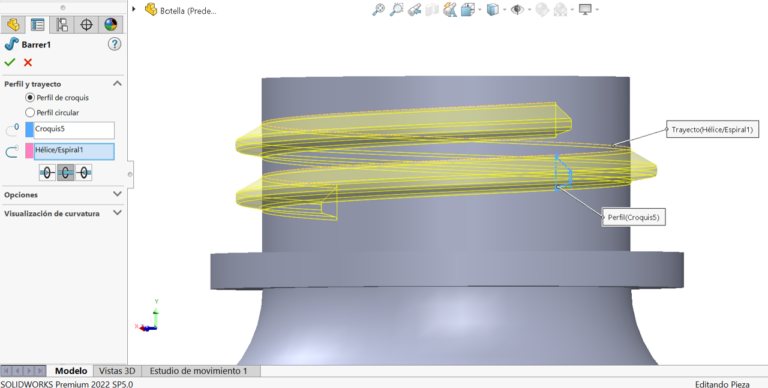
El primer paso es crear una espiral (hélice) en sentido de las agujas del reloj a partir del inicio de la rosca (s), definiendo parámetros como el paso de rosca, el número de revoluciones y el ángulo inicial calculado.
El segundo paso es diseñar el croquis del perfil de la rosca con las dimensiones deseadas, y de acuerdo con el diámetro de la boquilla.
Es importante que la punta del croquis se interseque con cualquier punto de la hélice, colocándolo hacia el exterior del cilindro para asegurar que la geometría de la rosca quede bien definida y pueda generarse de forma continua a lo largo del recorrido.
Finalmente, se utiliza la herramienta de «barrido» seleccionando el perfil del croquis de la rosca y la hálice. Es importante seleccionar la opción bidireccional, de manera que el perfil se genere a lo largo de la hélice en ambos sentidos, ya que el croquis está ubicado en un punto intermedio de la hélice y no necesariamente en uno de sus extremos.
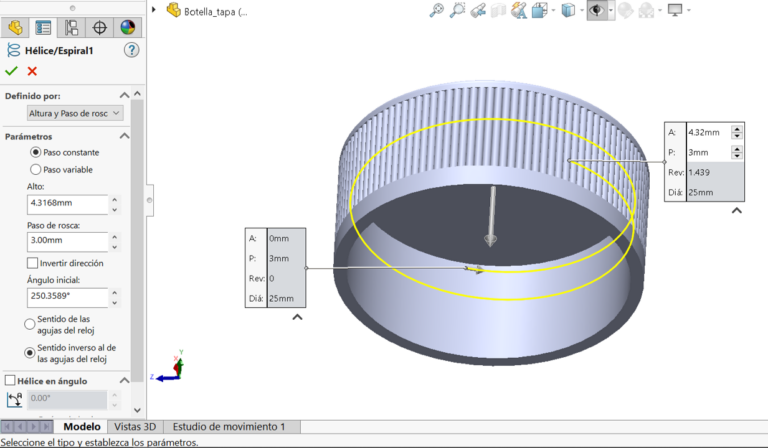
Para la rosca de la tapa se realiza el mismo procedimiento. En este caso, se define nuevamente la hélice a partir del inicio de la rosca (s), pero en sentido contrario a las manecillas del reloj. Se establece el paso de rosca y el ángulo inicial calculado según el diseño. La altura o número de revoluciones se ajusta de acuerdo con las necesidades específicas de cada diseño.
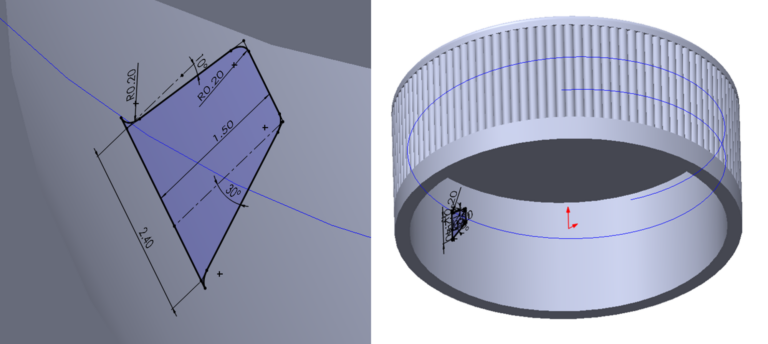
El siguiente paso es diseñar el croquis del perfil de la rosca de acuerdo con las dimensiones seleccionadas y calculadas del croquis anterior.
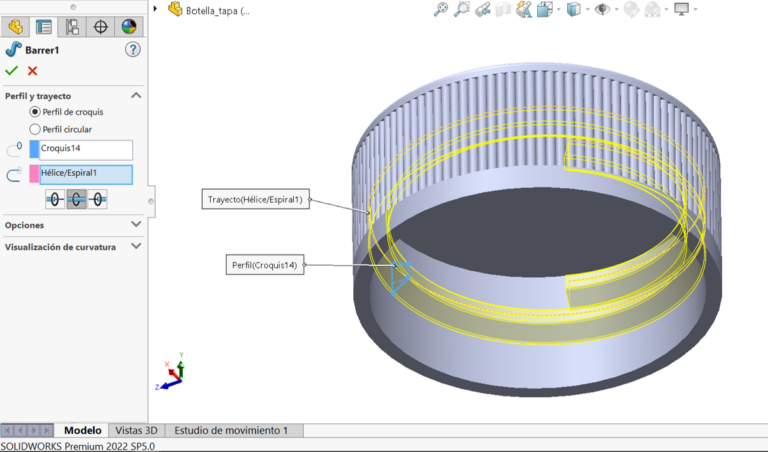
Finalmente, se utiliza la herramienta de «barrido» seleccionando el perfil del croquis de la rosca y la hálice.