
La impresión 3D es una herramienta ampliamente utilizada en la fabricación de prototipos y productos en industrias como la electrónica, automotriz y aeroespacial. Sin embargo, cuando se trata de aplicaciones en contacto con alimentos, la seguridad no depende únicamente del material utilizado, sino de todo el proceso de fabricación.
Para que un material sea considerado seguro para contacto alimentario, debe cumplir con normativas técnicas y sanitarias establecidas por distintas entidades regulatorias. Por ello, no basta con seleccionar un filamento etiquetado como «grado alimenticio», también es necesario evaluar el proceso de impresión, el diseño de la pieza y las condiciones de uso.
Material seguro para contacto con alimentos
Un material seguro para contacto con alimentos es aquel que, en condiciones normales y previsibles de uso, no transfiere sustancias al alimento en cantidades que puedan representar un riesgo para la salud humana, ni altera su composición, sabor, olor o características físicas.
Desde el punto de vista técnico, un material se considera apto cuando cumple con tres criterios fundamentales:
- Inocuidad química: No libera compuestos tóxicos, metales pesados, plastificantes u otras sustancias peligrosas.
- Estabilidad frente a condiciones de uso: Mantiene su integridad estructural ante cambios de temperatura, contacto con grasas, ácidos o humedad.
- Control de migración: La cantidad de sustancias que pueden migrar del material al alimento se mantiene dentro de límites máximos permitidos.
El concepto clave en la regulación es la migración, es decir, el traspaso de compuestos desde el material hacia el alimento. Las normativas establecen límites específicos conocidos como el límite de migración global (LMG) y los límites de migración específica (LME), estos valores determinan la cantidad máxima de sustancias permitidas por unidad de superficie o masa de alimento.
Normativas establecidas por entidades regulatorias
Los materiales destinados a entrar en contacto con alimentos están sujetos a marcos regulatorios estrictos cuyo objetivo principal es proteger la salud pública. Estas normativas establecen que cualquier material utilizado en envases, utensilios, superficies de procesamiento o componentes industriales no represente un riesgo para la salud humana.
En Estados Unidos, la regulación de estos materiales es responsabilidad de la Administración de Alimentos y Medicamentos (FDA). El marco normativo se encuentra principalmente en el Título 21 del Code of Federal Regulations (21 CFR), donde se especifican las sustancias permitidas, sus condiciones de uso y los límites de migración aceptables. La FDA evalúa polímeros, aditivos, plastificantes y recubrimientos, considerando factores como tipo de alimento, temperatura de contacto y tiempo de exposición.
En la Unión Europea, la supervisión corresponde a la Autoridad Europea de Seguridad Alimentaria (EFSA). El Reglamento (CE) n.º 1935/2004 establece los principios generales para todos los materiales en contacto con alimentos, mientras que el Reglamento (UE) n.º 10/2011 regula específicamente sobre materiales y objetos plásticos destinados a entrar en contacto con alimentos. Estos reglamentos incluyen listas de sustancias autorizadas y límites de migración global y específica, que determinan la cantidad máxima de compuestos que pueden transferirse al alimento.
Estas normativas implican que no solo el polímero base debe estar autorizado, sino también los aditivos, colorantes y procesos de fabricación. Además, la pieza final debe cumplir con los límites de migración establecidos bajo condiciones reales de uso, lo que convierte la certificación en un proceso más complejo que la simple selección de un filamentos de impresión 3D etiquetados como “grado alimenticio”.

Materiales utilizados en impresión 3D para contacto con alimentos
No todos los polímeros utilizados en fabricación aditiva son aptos para este propósito, y aun cuando el material base sea potencialmente seguro, su formulación final puede incluir aditivos o colorantes que alteren su idoneidad sanitaria. Por ello, es importante diferenciar entre un material de grado alimenticio y una pieza realmente segura para alimentos.
Uno de los materiales más comunes es el PLA (ácido poliláctico), un biopolímero derivado de fuentes renovables como el maíz o la caña de azúcar. En su forma pura, puede encontrarse en versiones certificadas para contacto alimentario. Sin embargo, muchos filamentos comerciales incluyen pigmentos y aditivos que no siempre están aprobados para este uso. Además, el PLA tiene una baja resistencia térmica, lo que limita su aplicación con alimentos calientes.
El PETG (tereftalato de polietileno modificado con glicol) es otro material frecuentemente considerado para aplicaciones alimentarias. Es químicamente más estable que el PLA y presenta mejor resistencia a la humedad y a ciertos agentes químicos. Algunas formulaciones de PET están ampliamente utilizadas en la industria de envases alimentarios. No obstante, al igual que con el PLA, la certificación depende de la composición específica del filamento y de los aditivos empleados durante su fabricación.
El Nylon (poliamida) puede ofrecer alta resistencia mecánica y térmica, y existen variantes certificadas para contacto alimentario en aplicaciones industriales. Sin embargo, su naturaleza higroscópica (absorbe humedad) puede representar un desafío en términos de control microbiológico si la superficie no está adecuadamente sellada.
Más allá del polímero base, es fundamental considerar los aditivos, colorantes y estabilizantes incluidos en el filamento. Estos componentes pueden afectar directamente la migración de sustancias hacia el alimento. Asimismo, la trazabilidad del fabricante y la documentación técnica que respalde la certificación del material son elementos clave para garantizar su idoneidad.

Tecnologías de impresión 3D más seguras para contacto con alimentos
Las piezas de impresión 3D destinadas al contacto con alimentos no depende únicamente del material utilizado, sino también de la tecnología empleada en la fabricación. Cada proceso de impresión genera características estructurales distintas, como nivel de porosidad, acabado superficial y cohesión interna, factores que influyen directamente en la facilidad de limpieza, el control microbiológico y el cumplimiento de normativas sanitarias.
La tecnología más común es FDM (Modelado por Deposición Fundida), que fabrica piezas mediante la extrusión de filamento termoplástico capa por capa. Aunque es accesible y permite el uso de polímeros potencialmente aptos para alimentos, su principal limitación es la micro-porosidad generada entre capas. Estas pequeñas cavidades pueden favorecer la acumulación de humedad y microorganismos, especialmente si la pieza no recibe un postprocesado adecuado. Por esta razón, cuando se utiliza FDM para aplicaciones alimentarias, es recomendable optimizar parámetros de impresión, emplear boquillas de acero inoxidable y aplicar selladores certificados que reduzcan la rugosidad superficial.
Otra tecnología relevante es la estereolitografía (SLA o DLP), que emplea resinas fotopolimerizables curadas con luz ultravioleta. Este proceso produce superficies más lisas y con mejor definición geométrica, lo que reduce la retención de residuos en comparación con FDM. Sin embargo, la mayoría de las resinas comerciales no están formuladas para contacto alimentario. Además, el proceso requiere un curado completo y la eliminación total de residuos químicos. Por ello, su uso en aplicaciones alimentarias solo es viable cuando se emplean resinas específicamente certificadas para ese fin.
El sinterizado selectivo por láser (SLS), utilizado principalmente en entornos industriales, fusiona polvo polimérico mediante energía láser. Esta tecnología ofrece piezas mecánicamente resistentes y con buena homogeneidad estructural. No obstante, las superficies resultantes suelen presentar cierta porosidad inherente al proceso de sinterizado, lo que puede requerir tratamientos de sellado posteriores para aplicaciones en contacto con alimentos.
Recubrimientos y postprocesado
Independientemente del material y la tecnología utilizada, muchas piezas impresas en 3D presentan micro-porosidad y rugosidad superficial que pueden favorecer la acumulación de residuos y microorganismos. Por ello, el postprocesado constituye una etapa crítica que puede marcar la diferencia entre una pieza funcional y una pieza segura desde el punto de vista sanitario.
Los tratamientos posteriores a la impresión buscan reducir estas irregularidades y generar superficies más lisas, selladas y fáciles de limpiar. Uno de los métodos más comunes es el lijado mecánico, que permite disminuir la rugosidad producida por las capas de impresión. Este proceso puede realizarse manualmente o mediante herramientas rotativas para obtener un acabado más uniforme. Sin embargo, aunque el lijado mejora la superficie externa, por sí solo no elimina completamente la porosidad interna característica de tecnologías como FDM.
En algunos materiales termoplásticos pueden aplicarse tratamientos químicos de alisado superficial, que suavizan las capas mediante exposición controlada a vapores específicos.
Posteriormente, tras el lijado o el alisado químico, es necesario aplicar recubrimientos selladores, como resinas epóxicas o barnices formulados específicamente para contacto alimentario, los cuales crean una barrera continua que sella la superficie y reduce la migración de sustancias. En entornos industriales pueden implementarse protocolos de validación sanitaria y ensayos de migración para verificar que la pieza final cumple con los límites establecidos por la normativa aplicable.
No obstante, aunque el postprocesado puede mejorar significativamente las características higiénicas de una pieza, no garantiza que esta sea completamente segura para contacto alimentario a largo plazo. Los recubrimientos superficiales pueden deteriorarse, agrietarse o desprenderse con el uso, la limpieza repetitiva o la exposición térmica, lo que puede comprometer su integridad sanitaria.

Impresión 3D para fabricar moldes
Una solución confiable para la creación de productos destinados al contacto con alimentos mediante impresión 3D consiste en fabricar piezas con patrones específicos que posteriormente se emplean para generar moldes en materiales certificados de grado alimenticio. En este enfoque, la pieza impresa no entra en contacto directo con el alimento, sino que actúa como modelo maestro para producir el molde definitivo.
Entre los materiales más utilizados para fabricar los moldes finales se encuentra la silicona certificada para contacto alimentario. Este material ofrece ventajas como baja porosidad, buena estabilidad térmica, flexibilidad que facilita el desmoldeo y un comportamiento higiénico adecuado. Además, su elasticidad permite reproducir con alta fidelidad los detalles del patrón impreso sin comprometer la integridad estructural del molde.
Otro material común es el polietileno de alta densidad (HDPE), utilizado en aplicaciones donde se requiere buena resistencia química y facilidad de limpieza. También puede emplearse polipropileno (PP) de grado alimenticio, que ofrece adecuada resistencia térmica y estabilidad frente a grasas y humedad.
Fundición al vacío
La fundición al vacío, también conocida como fundición de uretano, es una técnica de fabricación para crear piezas de plástico mediante el vertido de resinas líquidas en moldes de silicona u otros materiales. La disminución de presión permite eliminar burbujas de aire, mejorar el llenado del molde y obtener piezas con mayor fidelidad dimensional y mejor acabado superficial. La fundición de uretano permite la creación de piezas con características complejas y acabados finos, lo que resulta en productos de alta calidad. Es el proceso ideal para crear pequeñas cantidades de piezas de uso final.
¿Cómo funciona la fundición al vacío?
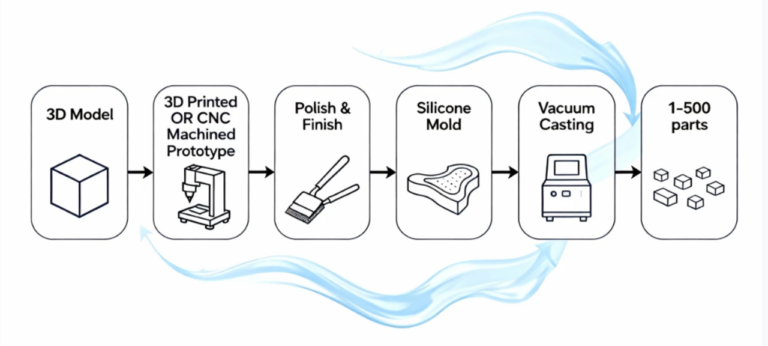
El proceso de fundición al vacío generalmente implica los siguientes pasos:
- Diseño y creación de un patrón maestro: Se fabrica un patrón, comúnmente mediante impresión 3D o mecanizado CNC. Este modelo define la geometría final de la pieza.
- Creación de un molde: El modelo maestro se coloca en una caja y se vierte silicona líquida alrededor. Una vez curada, la silicona se corta cuidadosamente para extraer el patrón, generando un molde flexible.
- Preparación del molde: El molde se coloca dentro de una cámara de vacío. El material líquido (resina o metal) también puede desgasificarse previamente para eliminar aire atrapado.
- Vertido del material líquido: El material se vierte dentro del molde mientras se mantiene presión reducida. Esto evita la formación de burbujas y mejora la reproducción de detalles finos.
- Retirada del producto terminado: El material solidifica o polimeriza. Posteriormente se desmolda la pieza.
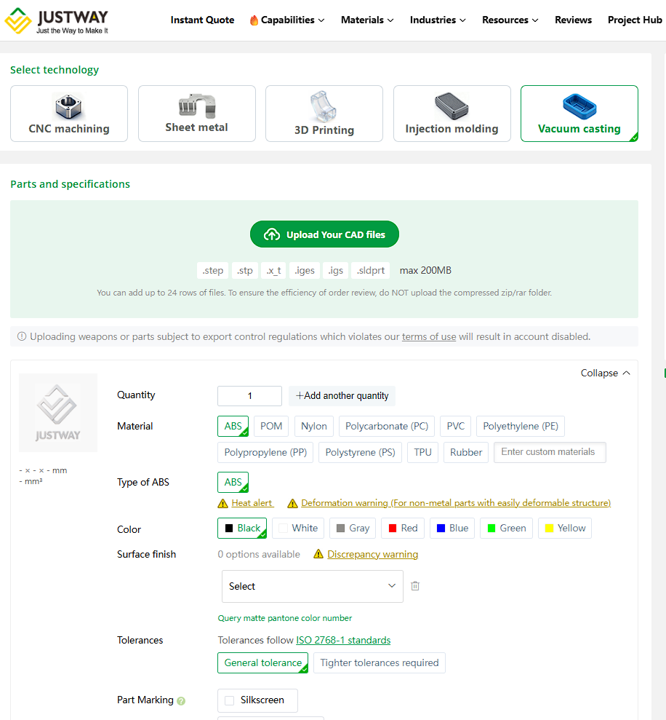
Para procesos especializados como la fundición al vacío y la impresión 3D industrial, existen empresas como JUSTWAY que ofrecen soluciones integrales, desde el prototipado hasta la producción en pequeñas y medianas series. Sus servicios incluyen tecnologías como FDM, SLA y DLP, además de fundición al vacío, lo que permite fabricar piezas con alto nivel de detalle, buena repetibilidad y acabados de calidad. Asimismo, implementan estrictos controles durante todo el proceso: selección y verificación de materiales, evaluación técnica previa a la producción, inspecciones dimensionales, revisión de apariencia y pruebas funcionales antes de la entrega.
JUSTWAY ofrecen informes de inspección y certificaciones de materiales bajo solicitud, lo que facilita la trazabilidad técnica y el cumplimiento de requisitos específicos. Este nivel de control y documentación resulta especialmente valioso cuando se busca cumplir con estándares sanitarios o industriales exigentes.

Su plataforma en línea permite cargar archivos CAD y obtener cotizaciones rápidas, seleccionando los distintos procesos de fabricación, materiales y especificaciones del proyecto. El sistema también facilita la configuración de parámetros como cantidad de piezas, color, acabado superficial, tolerancias, marcado de piezas (serigrafia, grabado láser) e inserciones.
Además, la plataforma permite la gestión del proyecto, visualizar detalles técnicos antes de la aprobación y agilizar la comunicación con el equipo de ingeniería. Esta digitalización del proceso no solo reduce tiempos de respuesta, sino que también mejora la precisión en la estimación de costos y en la planificación de producción, optimizando el paso del diseño a la fabricación.

La fabricación de productos destinados al contacto con alimentos exige un enfoque técnico que combine diseño adecuado, selección correcta de materiales y procesos de manufactura controlados. Aunque la impresión 3D ofrece grandes ventajas en términos de personalización, rapidez de prototipado y libertad geométrica, no todos los materiales ni tecnologías garantizan por sí mismos condiciones óptimas para contacto alimentario directo.
La integración adecuada entre diseño, material, proceso y control de calidad permite desarrollar productos funcionales, seguros y alineados con los estándares sanitarios e industriales más exigentes.